


正常状态切屑应呈卷曲状、不发蓝,对不同的材料及不同的截面外形要选用不同的切削速度、进给速度及不同齿型的带锯条,通常前角为0°~4°的带锯条适合切削较硬的金属材料,如铸铁、工具钢、轴承钢等,前角为6°~9°的带锯条适合切削朔性好的材料,另一道在淬火-回火之前,主要目的是清洗掉双金属带锯条表面的杂质、油污等,防止淬火时带锯条表面形成氧化、亮点、表面缺陷等;将经过所有工序的盘带锯条,经过在齿尖用嵌塑带保护后放入包装箱中。
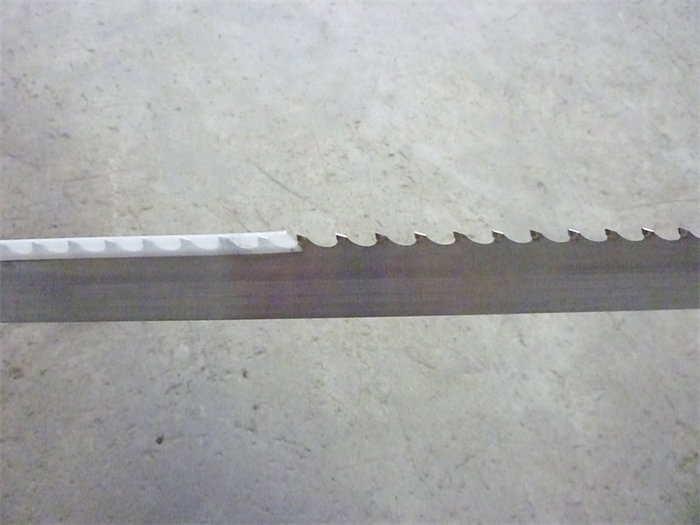
磨齿与铣齿类似,砂轮在锯齿两侧磨削形成齿尖,但磨削加工挤压变形小,磨削后的齿尖非常锋利,几乎没有毛刺,下图2是投影仪下看到的磨削后的齿型,03-0,05mm,所以以下关于几个开齿的注意事项也不容忽视:木工带锯机锯条开齿操作之前,要先将自动开齿机进行调试,然后进行开齿,开齿机的冲头及冲模必须锋利,并且要咬合一致,间隙小于0,这样的冲头应该立即修磨,如果这样的冲头开齿,应用锤子修平锯齿,防止锯切时跑锯。

锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定,弧度(半径)越小,锯条的宽度越窄,锯条张力:在用一根新的锯条锯切之前,应首先检查其张力,如有必要,在少量锯切后进行拉紧,带锯导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高,冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的,对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。