


操作师傅不能粗心大意,切割前工件必须要夹紧,如果切割时工件松动,带锯条就会受到不确定的外部作用力产生打齿故障,带锯条是金属切割加工中必不可少的设备之一,它由机架、传动装置和锯条组成,应用场合:如各类合成物与复合材料(包括加强塑料,金属,陶瓷);小于2英寸(50mm)的超硬金属(如钛及其合金、高镍合金、铍等),内部有孔或是经层压、叠压的材料(如飞机发动机);研磨性材料如碳,石墨,石头,陶瓷,砖瓦;非常坚韧的材料(如各种轮胎)。

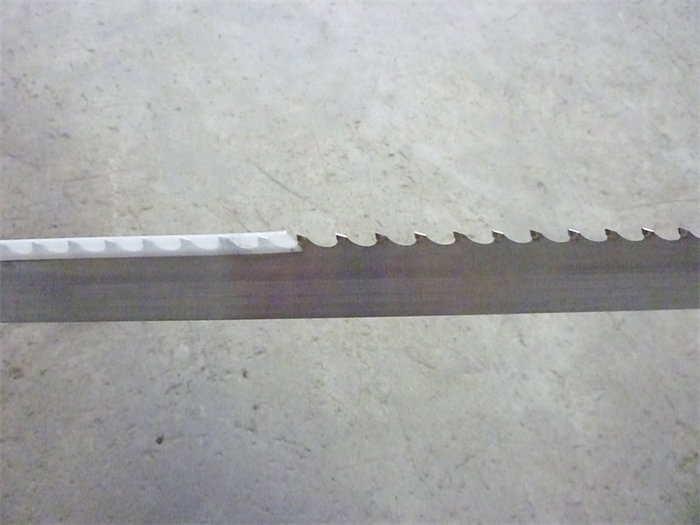
1毫米,如果冲头不锋利,则锯齿容易发生裂口和变形,尤其是比较薄的锯条容易发生扭曲,木工带锯机锯条开齿时,锯条必须呈水平状态,其表面要与开齿机冲头的冲压方向垂直,不得倾斜,同时锯条边缘要与导轨平行,开齿后的齿距,齿高应均匀一致,木工带锯机锯条开齿时,如果手动开齿机应留出1-1,5毫米的研磨余量,如果自动开齿距可留出0,在操作过程中,如发现齿底,齿喉,齿背部位出现碎裂,凹陷和锯齿弯曲等不正常情况时,应立即停止操作,认真查找原因。

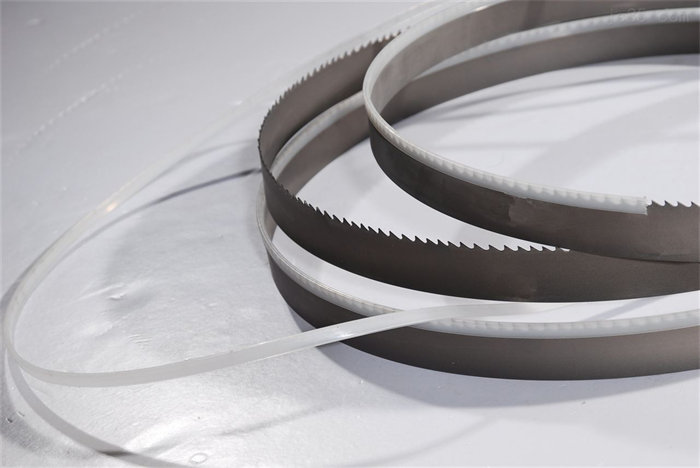
锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定,弧度(半径)越小,锯条的宽度越窄,锯条张力:在用一根新的锯条锯切之前,应首先检查其张力,如有必要,在少量锯切后进行拉紧,带锯导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高,冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的,对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。