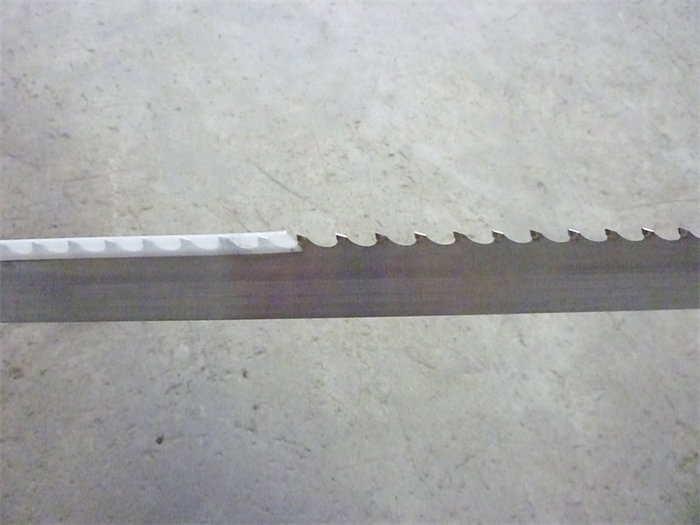



本文主要介绍机架、传动装置和锯条的构造及特点,进给机构:在工作时两圆弧槽中的刀片按一定的速度相对滑动并产生切削力来切除工件材料的过程称为进给过程,8),从而可以防止铁屑粘附造成火口;从后角开始,将切削刃磨成高低不同,两侧圆角大小不一的各种形状的齿型,使齿型在切削过程中能够合理分配切削力,优化切削性能;在喷码的同时,在双金属带锯条表面涂上一层防锈油,防止带锯条在运输和储存时生锈;总共有两道清洗工序。

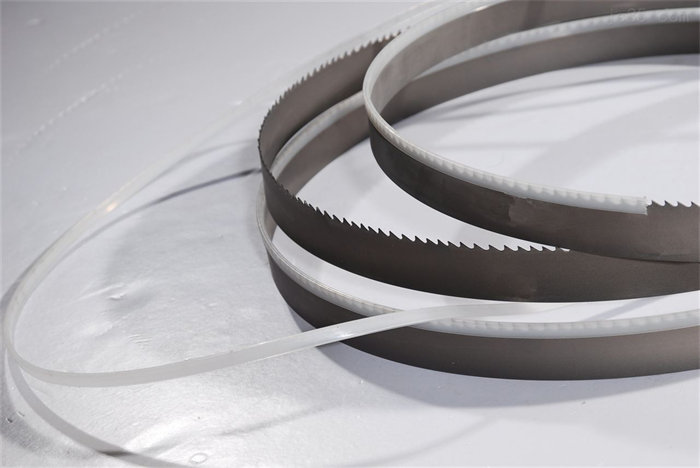
如普通碳素钢、优质碳素钢等,硬质合金(钨钢)带锯条——硬质合金(钨钢)带锯条也跟M42带锯条一样用于金属材料的锯切,常常使用在炼钢厂铸造厂和航空制造领域,与M42带锯条不同的是齿尖硬度达到92HRC,耐热耐磨性更强,可以切割硬更坚硬的高密度镍合金、因科镍合金、钛等,更为合适用于地板及家具生产,窄小锯路设计更能为用家减少距路损耗M42高速钢锯刃延长再翻磨时间切割面更为光滑刚柔适中的带身可用于高速切割。

锯带压力及进给速率:锯带的压力及进给速率由材料的种类、材料的宽度所决定,弧度(半径)越小,锯条的宽度越窄,锯条张力:在用一根新的锯条锯切之前,应首先检查其张力,如有必要,在少量锯切后进行拉紧,带锯导向:锯切精度取决于带锯条导向装置的设置:装置越靠近材料,锯切精度越高,冷却与润滑:大多数的金属锯切过程中,冷却与润滑是不可缺少的,对于铸铁、黄铜、以及一些非金属材料,如塑料和石墨等,在加工时可以或不必进行润滑。