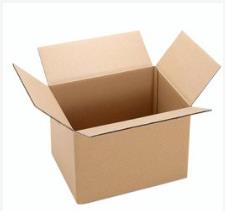



纸箱定制时我们首先要和客户确定好产品的规格尺寸等方面,然后才能够按照需求去进行正确的生产操作,对于它的尺寸确定好了我们也就需要对其进行一个下料的操作,这一操作是需要我们去测量好它的尺寸的,下面我们就来看看。 纸箱定制的制造尺寸为制箱时的下料尺寸。制造尺寸以展开的箱坯上的压线为度量的基准。分切机上的压痕辊在压线位置上压出的是一条沟, 压线是这条沟槽的中间线。两条压线的距离就是制造尺寸。将制造尺寸转换为内,但它们也分别有自己的测量方法。

纸箱定制箱体外表不允许有任何损坏和污迹,无锈斑、剥层、龟裂和其它纸材缺点,纸箱包装箱体里纸面纸不允许有拼接、缺材、露楞、折皱、透胶、色差等感官缺点,同一批产品面纸白度、纸材需要分歧,预印和胶印UV包装箱面纸上UV层允许有细微裂痕,不允许有掉渣现象。 纸箱定制箱体压痕线宽度不得大于12mm,折线居中,不得有裂破、断线、重线等多余的压痕线及影响感官折迹缺点。 纸箱定制箱体粘合剂为玉米淀粉胶,胶液应涂布平均,充沛,无溢出。粘合需要划一、结实、两片接头对齐,上下左右错位不得大于2mm,无箱体与箱体互贴等现象。

包装纸箱在生产过程中可能会遇到塌箱和粘箱机粘不牢的问题,这个怎么解决呢?可以从控制原纸使用、纸板水分含量、粘合度等方法解决,具体如下: 1、要控制好原纸的使用 检查瓦楞纸的施胶情况,原纸表面吸水性指标药效。如果原纸表面施胶差,吸水性就会偏高,很容易手冷库低温、潮湿的环境影响,导致回潮,变软,整理抗压强度降低。 2、生产纸板时要控制纸板的水分含量 纸板的水分含量不可过多,因为水分大则纸板的硬度低,影响纸板的边压指数。在纸板加工过程中,单面机和双面机工序上胶量不能过大。一旦上胶量大,纸板的楞形会变形,而瓦楞的形状是直接影响纸板的边压的,边压降低,的抗压强度也随之降低。