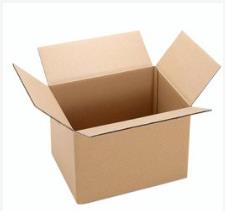



纸箱定制箱体印刷图案,文字明晰正确,深浅分歧,放置准确(套印误差范围为±1mm),印刷墨迹不允许呈现掉墨现象,无错字、错印、漏印、重印多余的印刷图案及字迹,每箱1mm×1mm大小之内漏白现象不得多于5处,如有多余印刷墨迹现象,在箱体正面每箱1mm×1mm大小之内不得多于5处,在纸箱箱体侧面每箱2mm×2mm大小之内不得多于5处,条码需要可辨认。 纸箱箱体与产品之间应该留有一定的空隙,中间垫以气泡膜,以保证纸箱与产品没有直接接触,气泡膜就起到很好的隔离、防震作用,维护了产品在运输过程不受损伤。因而说气泡膜是纸箱运输的维护神,起到了很好的呵护作用,用处可谓是很大的。

纸箱定制箱体外表不允许有任何损坏和污迹,无锈斑、剥层、龟裂和其它纸材缺点,纸箱包装箱体里纸面纸不允许有拼接、缺材、露楞、折皱、透胶、色差等感官缺点,同一批产品面纸白度、纸材需要分歧,预印和胶印UV包装箱面纸上UV层允许有细微裂痕,不允许有掉渣现象。 纸箱定制箱体压痕线宽度不得大于12mm,折线居中,不得有裂破、断线、重线等多余的压痕线及影响感官折迹缺点。 纸箱定制箱体粘合剂为玉米淀粉胶,胶液应涂布平均,充沛,无溢出。粘合需要划一、结实、两片接头对齐,上下左右错位不得大于2mm,无箱体与箱体互贴等现象。

包装纸箱在生产过程中可能会遇到塌箱和粘箱机粘不牢的问题,这个怎么解决呢?可以从控制原纸使用、纸板水分含量、粘合度等方法解决,具体如下: 1、要控制好原纸的使用 检查瓦楞纸的施胶情况,原纸表面吸水性指标药效。如果原纸表面施胶差,吸水性就会偏高,很容易手冷库低温、潮湿的环境影响,导致回潮,变软,整理抗压强度降低。 2、生产纸板时要控制纸板的水分含量 纸板的水分含量不可过多,因为水分大则纸板的硬度低,影响纸板的边压指数。在纸板加工过程中,单面机和双面机工序上胶量不能过大。一旦上胶量大,纸板的楞形会变形,而瓦楞的形状是直接影响纸板的边压的,边压降低,的抗压强度也随之降低。