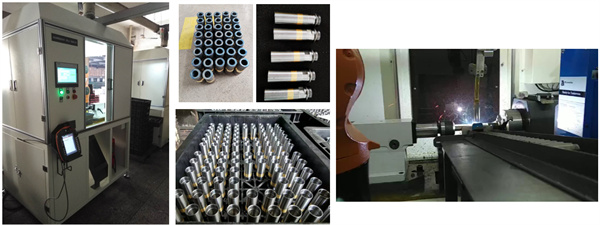




窄间隙焊接技术属于厚工件深窄槽焊接技术。一般沟槽的深宽比可以达到10-15。但采用埋弧焊工艺时,存在着每道次除渣和清理渣壳的问题。一般埋弧焊过程中,都希望渣壳能自动脱落。如果渣壳不能自动脱落,对于宽度只有20-30毫米的深窄槽,人工清除渣壳会非常困难。因此,从埋弧焊技术的实践中,人们摸索出了一种渣壳自动脱落的窄间隙埋弧焊技术——“鱼鳞状”焊缝窄间隙埋弧焊技术。
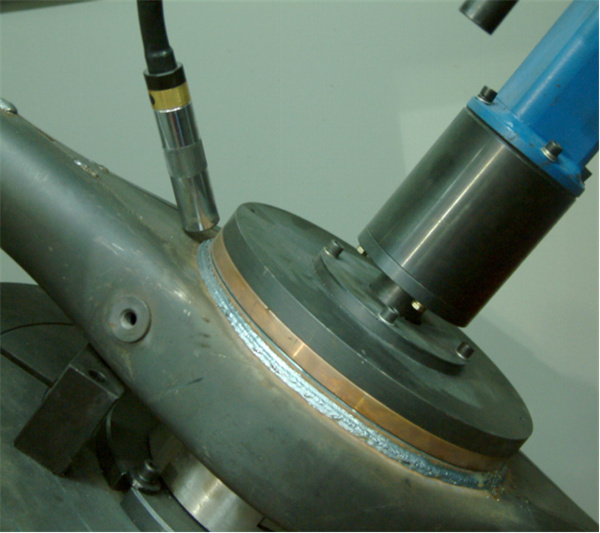
窄间隙焊接可以一次穿透20mm以下的工件厚度。由于熔池较大,为了达到一次成型的目的,需要使用强制成型内胆对内胆上的熔池进行冷却凝固,否则工件容易烧穿。但悬焊的熔深不应超过板厚的2/3。

如果两块板的厚度偏差超过标准范围,则应根据厚板的厚度选择不同厚度钢板对接焊应力接头的坡口尺寸,或者将厚板单面或双面减薄至与薄板一样厚。这样可以避免对接焊接接头处由于截面突变而引起的应力集中。
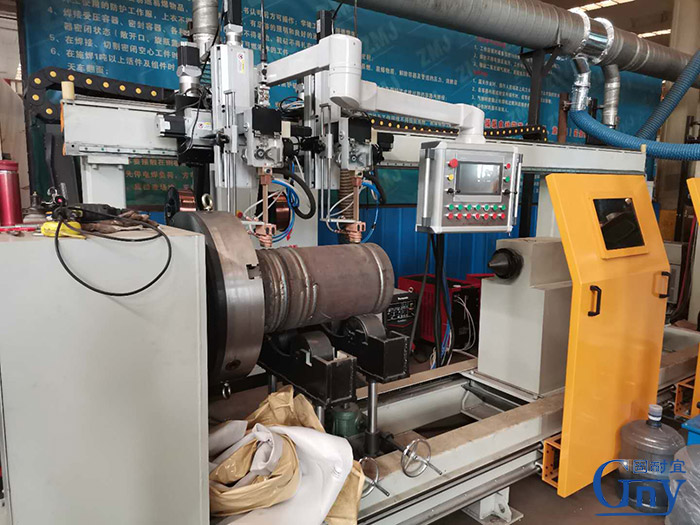
窄间隙焊接厚板对接接头时,焊丝应在焊缝中心线上。如果焊丝没有对齐,可能会造成未焊透和焊缝偏差等缺陷。焊接不等厚板对接接头时,焊丝应偏向厚板一侧,使其熔化速度与薄板相同,从而合理地形成焊缝。