


根据纸箱箱型选择合适的楞型也很关键。 在人们的意识中,往往认为楞型越大,纸箱的抗压强度越高,容易忽视楞型对变形量的影响。楞型越大,纸箱的抗压强度越大,变形量越大;楞型越小,纸箱的抗压强度越小,变形量越小。如果纸箱过大,楞型却很小,纸箱在抗压测试时就很容易被压溃;纸箱过小,楞型却很大,抗压测试时会造成变形量过大,缓冲过程长,有效力值与.力值偏差过大。 纸箱是由各层面的纸张构成的,纸张的合理搭配是保 证纸箱抗压强度的基本条件。

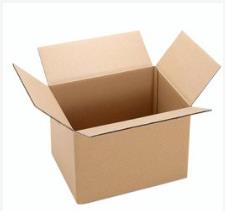
纸盒生产一般分为三步:.步是印刷,将各种文字、图形、色彩及主要的信息印在纸板上,以满足客户对具体形象的要求;第二步是切割,将纸板用切割器切成纸盒展开所要求的形状,标出必要的折线;第三步是修整处理,其中包括窗口的切割和粘合剂的应用。结构简单、便于制作的纸盒可以适用于大多数的产品包装,过于复杂的包装结构,则会给制作和使用带来不便。 纸箱包装也是也是很日销的一种产品,各种形状,除了包装之外,也可以作为收纳,二次利用,节省空间。纸类包装材料具有环保、再循环使用、节约成本等特点。

由于造纸原料的差异和原纸施胶、涂布的差异,在吸收性能方面就不同,如在单面涂布白板纸和牛皮卡上进行叠印时,因吸收性能小,墨的干燥速度就慢一些,所以应减小前一道水墨的粘度,提高后面叠印水墨的粘度。并将线条、文字、小图案印刷,把满版实地放在.后一色印刷,这样可以提高叠印效果,另外把深颜色的放在前面印,把颜色浅的放在后面印,可以遮盖套印误差,因为深色覆盖力强,有利于套印准确,而浅色覆盖能力弱,放在后印即便有跑规象也不易观察出来。 原纸表面的施胶状况不同也会影响对墨的吸收量。施胶量小的纸吸墨多,施胶量大的纸吸墨少,所以应根据纸的施胶状态,调整各墨辊的间隙,也就是调小各墨辊的间隙,来控制印版的着墨量。由此可见,原纸入厂时应对原纸的吸收性能状况进行检测,并给印刷开槽机和配墨人员一个原纸的吸收性能参数,以便于他们配墨和调整设备。并针对不同原纸的吸收状态,调整墨的粘度和PH值。