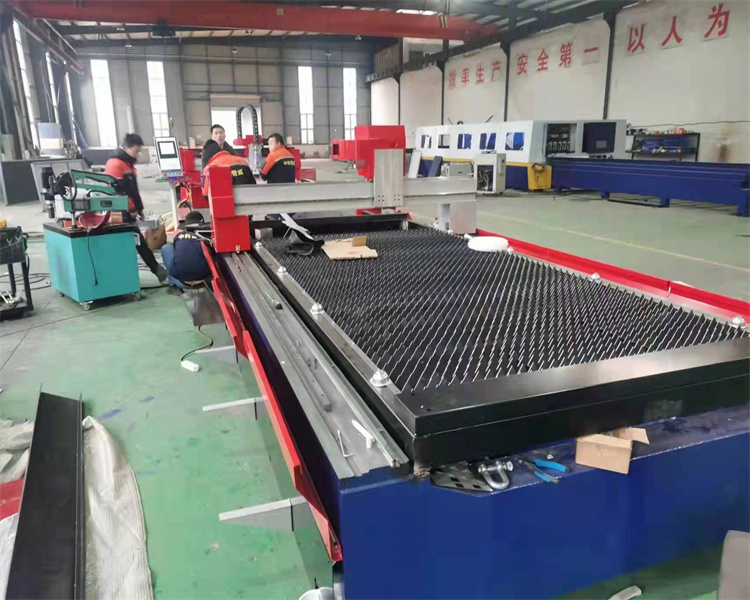



辅助气体的气压不够辅助气体能吹掉切割时的熔渣并冷却切割的热影响区,若气压过小,则会导致残渣无法被吹出工件内部或者工件得不到及时的冷却导致挂渣的形成,调节气压的大小至合适即可,切割速度过快或过慢激光切割的切割速度太快会导致工件无法及时切断,切面会形成斜条纹路,下半区域会有挂渣,很多厂家只做钣金加工,不做成品,那么激光切割机可以说是非常好的解决方案,人力物力成本可以大幅下降,只要有订单,马上就可以开始操作。
操作便捷,使用范围广,有一种误解,认为光纤激光切割机的功能和应用局限于重型制造领域,然而并非如此,切割精准度高金属材质是比较硬的,使用普通的切割机无法满足切割效果,日常维护简单机器设备在平时使用的频率比较高因此每隔一段时间之后需要对激光切割机,进行一个简单的维护,通过日常维护工作能够保持机器设备的使用效果,激光切割机在保养方面比较简单,不用再另外花钱做维护的工作,只需要固定时间内帮助设备滴入润滑剂就行。

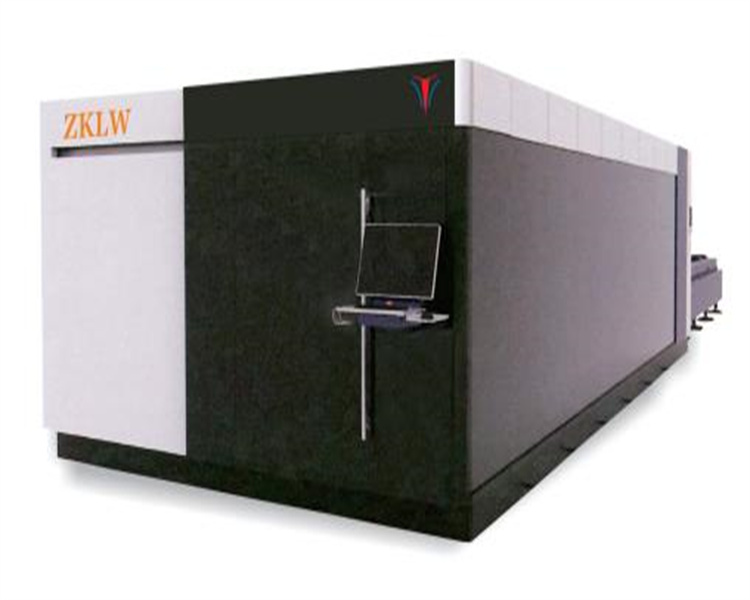
而对于较小功率的激光切割机则恰好相反,在小孔加工时应采取脉冲穿孔的方式才能取得较好的表面光洁度,激光切割低碳钢时,工件出现毛刺的解决方法,激光切割加工不锈钢和敷铝锌板时,工件有毛刺产生的分析,这时应综合考虑机床的其他因素加以解决,如喷嘴是否要更换,导轨运动不稳定等,Z后,光纤激光切割机,根据其功率大小不同,切割厚底也随之改变,功率越大,切割厚度越大,金属材料越薄,切割速度越快,光纤激光切割机针对薄板切割优势非常明显。