



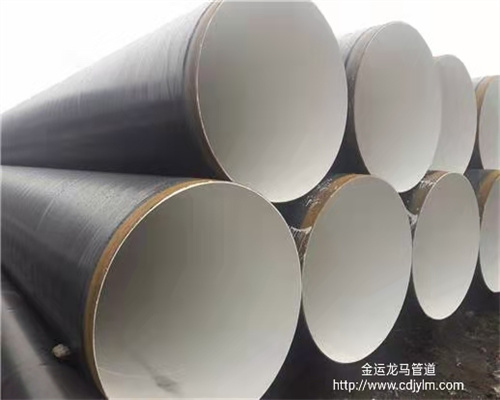
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力, 了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来 焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
按固化条件可分为:快速固化、普通固化两种类型,快速固化粉末的固化条件一般为230℃/0,5~2min,主要用于管道外喷涂或三层防腐结构,由于固化时间短,生产效率高,适合流水线作业;普通固化粉末的固化条件一般为230℃/5min以上,由于固化时间长,涂层流平好,适用于管道内喷涂,防腐钢管的存放标准:管子、管件、阀门及其他设备材料应按产品说明书的要求妥善保管,存放过程中应注意检查,以防锈蚀、变形、老化或性能下降。
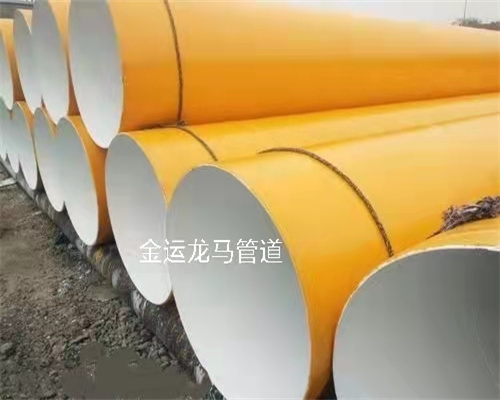
环氧粉末浸塑工艺防腐:环氧粉末一直是采用静电喷涂工艺涂敷,由于环氧粉末浸塑工艺受附着力问题困扰,环氧粉末的浸塑始终没能推广,防腐涂料表层除锈标准:钢管外表面喷砂除锈按GB/T8923-2008要求达Sa21/2级,钢管表面的锚纹深度在40-100μm,加工后的设备及管道、配件拥有一下性能:不粘附:不结垢,易清洗;防腐蚀:优异的耐腐蚀性;高绝缘:防止高压静电;低摩擦:的干润滑表面;耐高温:高温中保持性能不变。