



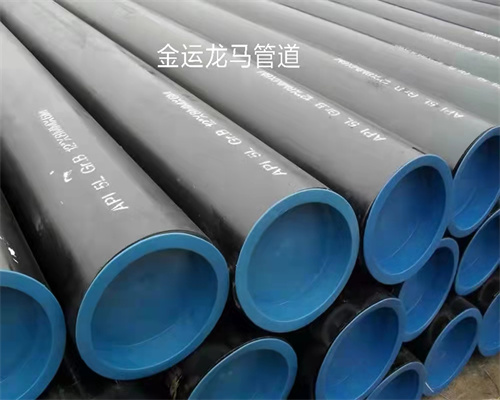
由于缺陷与焊缝相平行,故对螺旋管来说,其焊缝的缺陷为“斜缺陷”,直缝钢管所受的主应力恰恰垂直于管材抗冲击能力低的方向,而螺旋管则错开了管材抗冲击能力低的方向,使螺旋管焊缝长的劣势转变成了优势,螺旋缝埋弧焊钢管将热轧带钢按螺旋形弯曲成形,用埋弧自动焊进行内缝和外缝的焊接制成螺旋缝钢管,在焊缝处聚乙烯坡口外与管体其他部位一样,使环氧粉末保留长度>20mm,以防止焊缝处环氧粉末底部先被腐蚀而引起的3PE防腐层翘边。
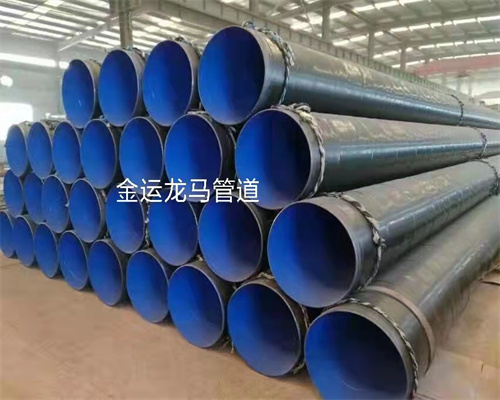
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管.原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验。带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊。成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理。采用电接点压力表控制输送机两边压下油缸的压力, 了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来 焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。
四川螺旋钢管脱硫方法通常如下 :先将螺旋钢管、卷管表面除油去污,之后再进行除锈,除锈等级应满足不低于Sa2.0或St3标准。在锈面清理干洁后,用VEGF树脂打底,待干后施工。用手工泥刀刮镘成1-2mm(每道)厚的VEGF胶泥层,数小时后即硬化,再按设计要求施工至规定厚度。一般在每涂1mm厚度时进行检测,以确认涂层是否有针孔及其它瑕疵。在弯角或形状突变处适当增加厚度,或同FRP复合使用。用VEGF树脂罩面一至二道。VEGF鳞片胶泥涂层质量控制。